全国咨询热线
4008551633



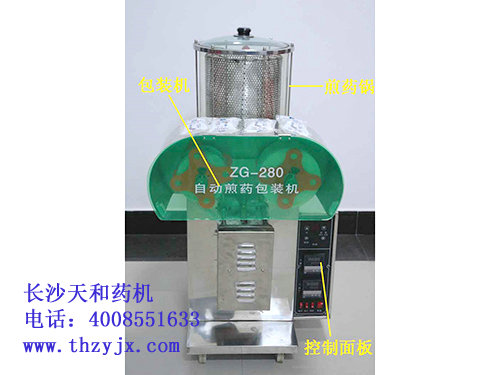
| 产品名称: | 微压煎药包装一体机 | ||
| 产品型号: | ZG-280 | ||
| 产品特点: | 微压煎药包装一体机紧凑合理,美观大方,节约空间。常温常压,可煎5-8付药。武火、文火自动转换,高温时间(≥100℃)自动显示。 | ||
| 详细介绍: | |||
| 微压煎药包装一体机紧凑合理,美观大方,节约空间。常温常压,可煎5-8付药。武火、文火自动转换,高温时间(≥100℃)自动显示。筒体采用玻璃,煎药过程清晰可见。液体包装技术,药液(夏季常温)存放数日或数月。 | |||
| 技术参数 | |||
| 容量:12L | |||
| 电压:220V | |||
| 功率:2440W | |||
| 重量:80kg | |||
| 生产能力:5-8fu/h | |||
| 外形尺寸:600×560×1170mm | |||
| 操作方法 | |||
| 1、检查清洗内部污物、异物等,排尽清洗水。关闭阀门。 | |||
| 2、将药袋放入多孔桶内,适量加水, | |||
| 3、盖上锅盖,接通电源,打开控制盒上的电源开关,按动模式转换钮,进入时间设定状态,设定煎药时间,其大小选择与饮片性质有关,一般饮片中有根、茎、壳、骨等硬物则时间长。然后再按模式转换钮,使显示屏为温度显示。 | |||
| 4、按动运行钮,武火指示灯亮,显示屏上温度数值不断升高,属于正常;煎药桶内药液出现沸腾时,显示屏显示100℃,武火指示灯灭,文火指示灯亮,设定的时间开始记时,期间文火、武火指示灯会交替亮灭,属于正常。(注意:计时时间从100℃开始,如果沸腾时温度显示没有到100℃或以上,则仍不记时。) | |||
| 5、到设定时间后,自动切断加热盘电源,运行指示灯灭,煎药结束。 | |||
| 6、打开锅盖,提起多孔桶,用U型插件将多孔桶悬空架在桶上,控出药液,并用附带的压盘捶压药袋,挤出药渣中的残存药汁,然后,设定包装包数和包装量,转动出液阀门手柄使其完全打开,接着启动包装机的运行开关,开始包装,一包有管道内的水,一般不要。 | |||
| 7、药液包装完毕后,放入清水,如果重复处方继续煎药,则重复以上步骤,若不煎药,则用水清洗,整理干净以备后用。 | |||
| 设备安装 | |||
| 1、该设备使用时无震动,不需固定安装,需将设备平稳地安放在工作场地上。 | |||
| 2、该设备因具有发热功能,电热元件安置要选择通风良好、干燥、洁净的地方。 | |||
| 3、为便于修理,设备后面应留有左右空间位置。 | |||
| 4、该设备使用中要经常注水及清洗,所以设备安置在上、下水较方便的地方,便于排水。 | |||
| 5、为了人身,做好接地保护。同时提醒用户注意使用单相三端电源插座时,电源插座有L标志一端接火线,有N标志一端接零线,有利于设备的电子线路正常运行,调整不受外界干扰。 | |||
| 设备操作过程 | |||
| 1、浸药 | |||
| a、准备泡浸容器1-2个,一般用塑料桶即可。 | |||
| b、将布袋洗净,要煎的中药装入,一般不能过十五贴(根据药的份量而定)。然后用光滑的棉线或麻绳扎紧袋口。 | |||
| c、分处方浸泡:浸泡时间约30分钟,中药吸水量约为药重的1.5-2倍,加水量以淹过药袋为准。 | |||
| d、注意把处方单要夹在浸泡的容器桶上,不能混乱搞错。 | |||
| 2、煎药: | |||
| a、检查充填阀门和备用阀门是否关合。 | |||
| b、估计煎药水量:先把浸泡中药的水倒进药煲内,已浸泡的中药先在过滤网内,每贴药物约加400毫升的水,根据药份量而定。再加煎制过程蒸发量约100-150毫升/付(贴)的水,核定水量以后(按中药贴数计算水量)。然后再将已浸泡的中药及过滤网放进煎药煲内。中药掉进煲内影响包装时阻塞。 | |||
| c、打开煎药煲电源总开关。 | |||
| d、按“加热”键,分别设定煎制需要武火和文火时间后,然后返回武火状态即开始煎药。 | |||
| e、阿胶等胶类药物,不宜直接入药煲煎熬,应另取容器,再等中药煎好后加入药煲内,搅拌匀后和药液一起包装。 | |||
| 3、包装: | |||
| a、在开始包装前20-30分钟打开“热合”键,先设定上温为160℃,下温设定为170℃,设定以后,绿灯自动近照设定要求自动跳示设定指标平衡为止后,开始包装。 | |||
| b、煎药完毕,提起药煲内的过滤网斜放在煎药煲上口,用挤压器的压盘挤压布袋内药渣,使药液沥尽。 | |||
| c、设定包装数量:根据药煎完毕后看煎药煲表上的数量而定包装数量,一付(贴)为二包装。 | |||
| d、打开充填总关阀门,按下“注入”键和“起动”键便可自动完成包装。 | |||
| e、要包装分量用手动为宜“起动”键切断装满一包关掉,等药液注满以后再打开“起动”键,陆续逞环操作才能到份量包装。 | |||
| 4、清洗: | |||
| a、清洗煎药煲,加清水药煲内,用软布擦洗煲壁(禁用钢丝棉擦洗以免电磁阀堵塞)。然后开起药煲充填总阀和备用阀门将煲内污水排出,冲洗完毕关掉充填总阀门和备用阀。 | |||
| b、清洗充填总开关管道:煎药煲内再加适量的水,用剪刀将机头下端包装的袋封口剪开,打开充填总开关,按下“注入键”排完污水和遗留药液即停止,然后关好充填总开关。 | |||
| c、清洗布袋,检查是否有余留药渣,并查布袋是否破损时要及时缝合或更换。 | |||
| 注意事项 | |||
| 1、在煎药过程中,别放水过满,以免煎沸时药液溢注机体内电子原件,造成断路、烧坏原件。 | |||
| 2、煎药时专人监管和掌握,中途加水,不能使冷水碰到玻璃壁,否则已受热的玻璃破裂。 | |||
| 3、对机械传动及电气控制都已做过精密系统的调整。 | |||
| 4、设备正常工作时煎药煲包装机头的辊轴表温度较高,操作时烫伤。 | |||
| 5、煎药时专人专管,注意避免干烧,以免损坏加热元件。 | |||
| 6、煎药后锅体温度还很高时,不宜用冷水冲洗玻璃筒,以免玻璃筒爆裂。 | |||
| 故障处理 | |||
| 常 见 故 障 | 处 理 方 法 | ||
| 中药煎不透 | 重新设定“武火”的加热时间(时间设定不足) | ||
| 注放口液漏 | 电磁阀封闭不严,需打开后箱板清洗电磁阀的胶膜 | ||
| 充填开关量严重不足 | 充填管道有空气,利用剪刀剪开包装机头下面的袋口,用清水清洗,把空气排出,并把充填管内异物堵塞清理出去 | ||
| 包装带粘合不严 | 1、将上辊热合温度调至160~165; | ||
| 2、可适量上调上轴压合张力紧定螺钉,向右拧0.5~1圈套(逐步调整); | |||
| 3、清理上轴上粘杂物(由于温度过高,使包装袋受热软化粘在上轴,同样使粘合压力不平衡而造成)。 | |||
| 切断效果不好或切不断 | 适当调整刀托轴切不断一端的紧定螺钉,增加压力向右拧0.3~0.5圈(逐步调整) | ||
| 包装袋左右粘合错位 | 1、清量上辊轴上的污物; | ||
| 2、检查袋卷是否正确,左右安装是否平衡。 | |||
版权所有:长沙天和制药机械设备有限公司 联系方式:400-855-1633
联系地址:宁乡市坝塘镇金河村红旗组11号 湘ICP备13010782号-3 技术支持:
竞网智赢
营业执照查阅


